ABC-1451
ABC-1451
無法載入取貨服務供應情況
- 貳個 / 壹組
- 在指定的電纜尺寸範圍內,它將允許電纜在完成組裝後保持固定百分比的截面導體和絕緣直徑比,進而實現最佳的傳輸效果。
- 可採焊接或免焊(夾持)方式連接導體
- 中心導體材質使用高純度銅(鈹銅)並採用無鎳電鍍
- 以最高質量的設計手法與材質應用提供給對Hi-End需求的消費者
※ 商品圖片僅供參考,請以實際出貨產品為準。 ※
注意事項
注意事項
本產品採用無鎳(無磁)電鍍,使用過程中因摩擦產生的自然磨損屬正常現象。
本產品隨包檢附:
次中心針(內徑1.3/0.9/0.5mm各貳個)
鎖線螺絲(3mm貳個)
設計説明
設計説明
提供多樣同軸電纜選擇
為了在射頻場中實現最佳傳輸效果(VSWR接近1),
我們需確保連接器和電纜之間的對應關係。
例如,日本規格(4C,5C)或美國規格(RG-59,RG-6U)和
其他規格和阻抗,您必須為連接器和電纜選擇相同的規格和阻抗。
規範的定義是在組裝後各斷面保持固定百分比的截面導體和絕緣直徑比。
如果電纜規格不明的狀況下,會產生沒有相應連接器的情況。
在這種情況下,ABC-14系列將提出一個解決方案。
在指定的電纜尺寸範圍內,
它將允許電纜在完成組裝後保持固定百分比的截面導體和絕緣直徑比,
進而實現最佳的傳輸效果。
可採焊接或免焊(夾持)方式連接導體
主次中心針以及搭配多種次中心針的方式,
除了擴展相容性,也增加電纜與連接器的適配性,
次中心針的剖溝與縮口設計,
可選擇焊接或以夾持方式連接電纜中心導體與連接器中心針。
中心導體材質使用高純度銅(鈹銅)並採用無鎳電鍍
以最高質量的設計手法與材質應用提供給對Hi-End需求的消費者
機構
機構
主中心針以倒鉤卡榫與絕緣組裝配合
次中心針於組裝電纜時以夾持方式與主中心針固定
本體與絕緣以倒鉤卡榫緊密配合
並與中段外殼採沖壓鉚合方式固定
前外殼透過彈片與華司組鉚固於本體並可獨立旋轉
後段外殼與中段外殼以螺紋配合鎖固
再透過螺絲將尾套及線纜鎖固
組裝
組裝
1. 電纜剝線
1.1 電纜外徑小於7.5mm時
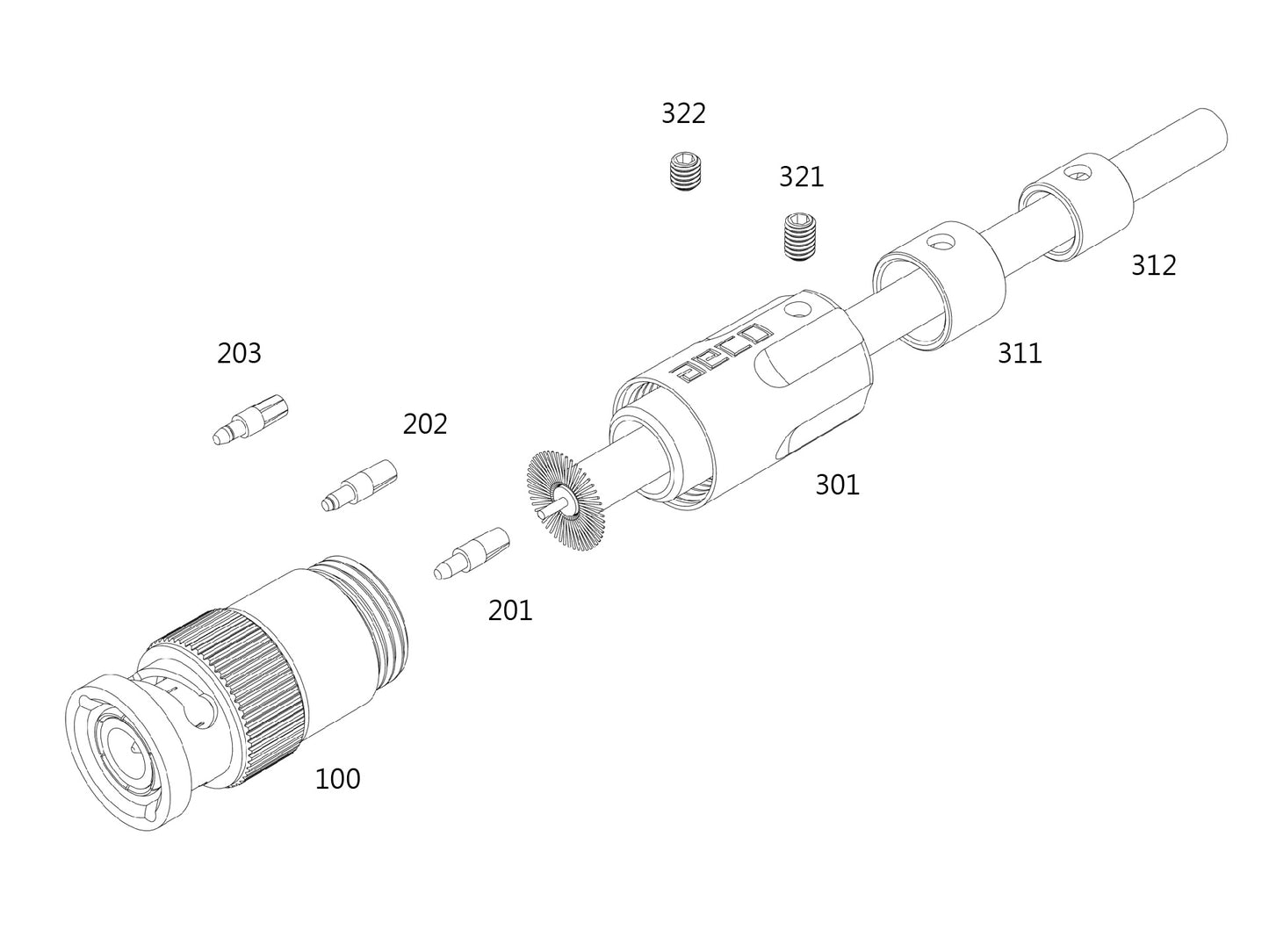
Step01 將後段外殼[301]套入電纜,視實際電纜外徑移除尾套[311/312]
Step02 將電纜外被剝除約6.0mm
Step03 將電纜編織網及絕緣移除(X-2)mm,X為含編織網之電纜外徑
Step04 將編織網以放射方向梳理,與中心導體成垂直方向平均發散,發散圓直徑約為12.0mm。再沿編織網發散面移除鋁箔層及絕緣層
Step05 確保電纜中心導體突出編織網發散面3.0mm
1.2 電纜外徑大於7.5mm並小於10.5mm時
Step01 將電纜外被剝除約20.0mm
Step02 將電纜編織網及絕緣移除(X-2)mm,X為含編織網之電纜外徑
Step03 將後段外殼[301]套入電纜,視實際電纜外徑移除尾套[311/312]
Step04 將編織網以放射方向梳理,與中心導體成垂直方向平均發散,發散圓直徑約為12.0mm。再沿編織網發散面移除鋁箔層及絕緣層
Step05 確保電纜中心導體突出編織網發散面3.0mm
2. 中心針連接
2.1 依包裝檢附的次中心針[201/202/203]選擇適當內徑尺寸
次壹中心針[201]內徑縮口後為1.3mm
次貳中心針[202]內徑縮口後為0.9mm
次參中心針[203]內徑縮口後為0.5mm
2.2 以切削或磨損方式,將電纜中心導體端面進行導角修飾
2.2.1 夾持(免焊接)
以工具輔助夾持次中心針,將次中心針縮口推入電纜中心導體
2.2.2 焊接
以工具輔助夾持次中心針,將次中心針與電纜中心導體焊接
3. 將次中心針及電纜組置入中段外殼[100]內主中心針縮口端
4. 確定編織網充分放射發散,後將後段外殼[301]鎖入中段外殼
5. 將螺絲[321/322]自後段外殼鎖入以鎖固電纜
規格
規格
材質:
中心 針 鈹銅(銅含量97.0%最少,C17300)
本 體 銅鋅合金(C3604)
彈 片 鋼
華 司 鋼
外 殼 銅鋅合金(C3604)
螺 絲 不銹鋼(SUS304)
表面處理:
中心 針 無鎳鍍金(10u")
本 體 無鎳鍍金(10u")
彈 片 鎳電鍍
華 司 鎳電鍍
外 殼 鎳電鍍/髮絲紋處理/沙展鎳外覆保護膜/印字
螺 絲 鎳電鍍
電氣特性:
阻 抗 50歐姆
頻 寬 1GHz
駐 波 比 1.2最多
接觸電阻 < 0.2 mohm
尺 寸:
外殼孔徑 10.5mm
尾套孔徑 6.5/8.5mm
最大外徑 14.5mm
總 長 46.8mm
對應電纜尺寸:
中心導體 < 01.5mm
絕緣外徑 > 03.0mm
編織網外徑 < 07.5mm
外被外徑 < 10.5mm
焊接溫度
焊接溫度
使用溫控烙鐵保持350°C時20秒。
使用溫控烙鐵保持400°C時15秒。
使用溫控烙鐵保持450°C時10秒。
產品製作過程符合歐盟危害性物質限制指令(RoHS)
產品享 1 年保固
分享