AT3-1351S
AT3-1351S
無法載入取貨服務供應情況
- 壹個 / 壹組
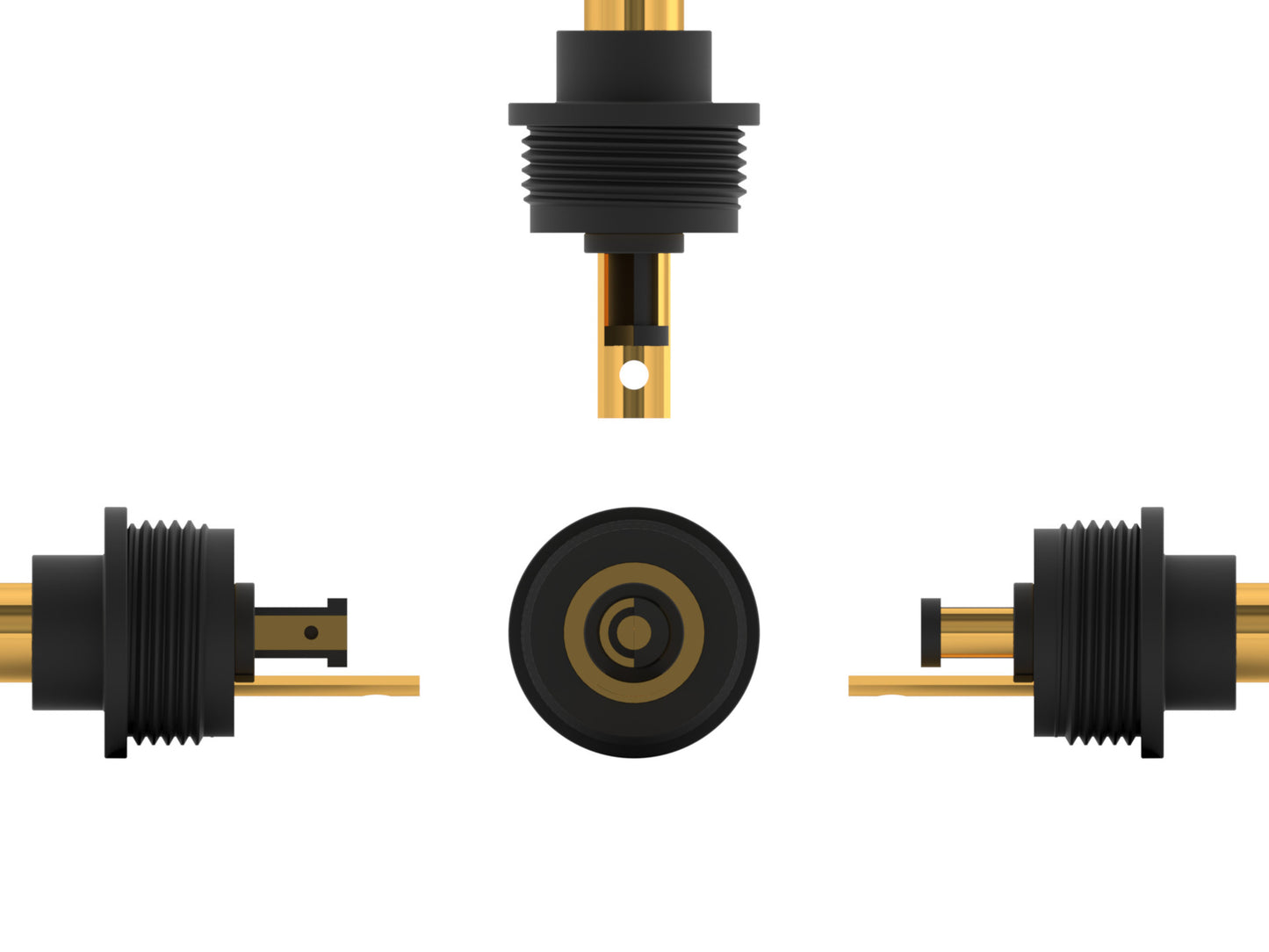
- 各通道導體一體車削成型
- 本體與外殼以絕緣隔離
- 導體使用高純度銅(碲銅)並採用無鎳電鍍
※ 商品圖片僅供參考,請以實際出貨產品為準。 ※
注意事項
注意事項
因3.5mm尺度較小,過長的焊接時間容易造成絕緣膨脹或損毀,
請務必於各通道建議焊接溫度條件下進行焊接。
本產品採用無鎳(無磁)電鍍,使用過程中因摩擦產生的自然磨損屬正常現象。
本產品隨包附鎖線螺絲(3/4MM各壹個)。
設計説明
設計説明
各通道導體皆為一體車削成型,減少訊號在穿越不同導體表面的損耗
外殼與本體間以絕緣材質鎖固,可選擇外殼與本體是否絕緣或導電
導體材質使用高純度銅(碲銅)並採用無鎳電鍍
以最高質量的設計手法與材質應用提供給對Hi-End需求的消費者
機構
機構
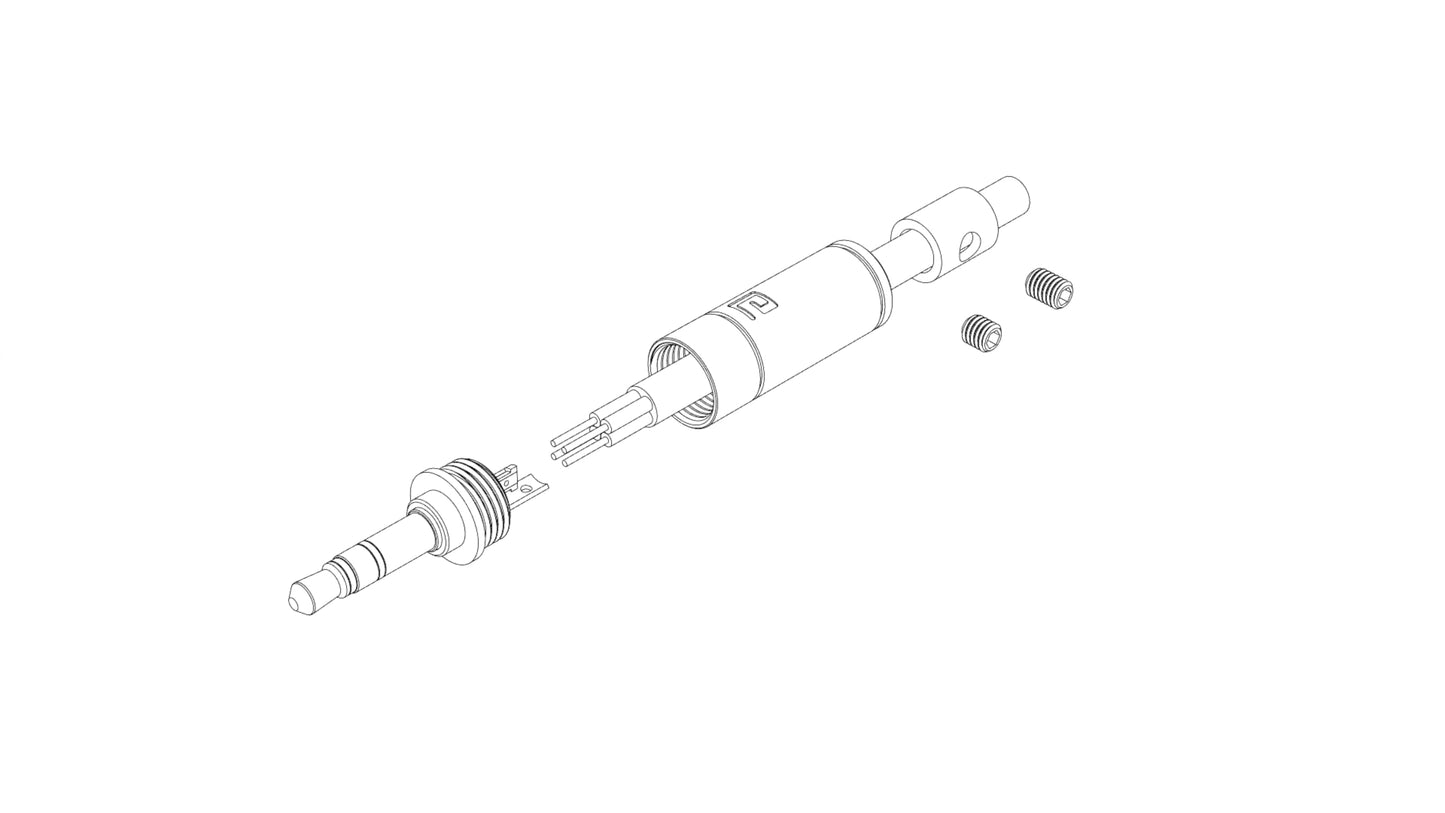
中心針以裝配方式與POM絕緣鉚合
中環及後套本體透過POM絕緣間隔與中心針組立
中心針及本體層間結構留有開孔
透過開孔灌注填充劑填補本體間空隙
POM鎖頭與本體鉚合穩固
本體組與外殼以螺牙相互鎖固
POM塑鋼尾套以螺絲鎖固於外殼末端
組裝
組裝
1. 剝除線纜外被及各通道導線絕緣
2. 依線纜外徑取捨是否使用尾套(ID4.5mm)[311]或僅使用外殼(ID6.5mm),並將其套入線纜。
3. 焊接各通道導體。
4. 將外殼與本體組鎖頭[203]相互鎖固
5. 將外殼與線纜以M3x4mm[321]或M3x3mm[322]螺絲鎖固
規格
規格
材質:
中心 針 碲銅(銅含量99.0%最少,C14500)
本 體 碲銅(銅含量99.0%最少,C14500)
絕 緣 POM塑鋼
鎖 頭 POM塑鋼
外 殼 不鏽鋼(SUS304)
尾 套 POM塑鋼
螺 絲 不鏽鋼(SUS304)
表面處理:
中心 針 無鎳鍍銀(120u")
本 體 無鎳鍍銀(120u")
絕 緣 無
鎖 頭 無
外 殼 無
尾 套 無
螺 絲 無
電氣特性:
接觸電阻 < 1.0 mohm
尺 寸:
最大外徑 8.90mm
總 長 40.5mm
外殼孔徑 保留尾套時4.5mm
取出尾套時6.5mm
焊接溫度
焊接溫度
中心針(Tip)
使用溫控烙鐵保持 340°C 時4~7秒。
使用溫控烙鐵保持 360°C 時3~6秒。
使用溫控烙鐵保持 380°C 時2~5秒。
使用溫控烙鐵保持 400°C 時1~4秒。
中環導體(Ring)
使用溫控烙鐵保持 340°C 時9~12秒。
使用溫控烙鐵保持 360°C 時6~9秒。
使用溫控烙鐵保持 380°C 時5~8秒。
使用溫控烙鐵保持 400°C 時2~5秒。
後套導體(Sleeve)
使用溫控烙鐵保持 340°C 時6~9秒。
使用溫控烙鐵保持 360°C 時5~8秒。
使用溫控烙鐵保持 380°C 時3~6秒。
使用溫控烙鐵保持 400°C 時2~5秒。
產品製作過程符合歐盟危害性物質限制指令(RoHS)
產品取得台灣專利 (M581795)
產品享 1 年保固
分享