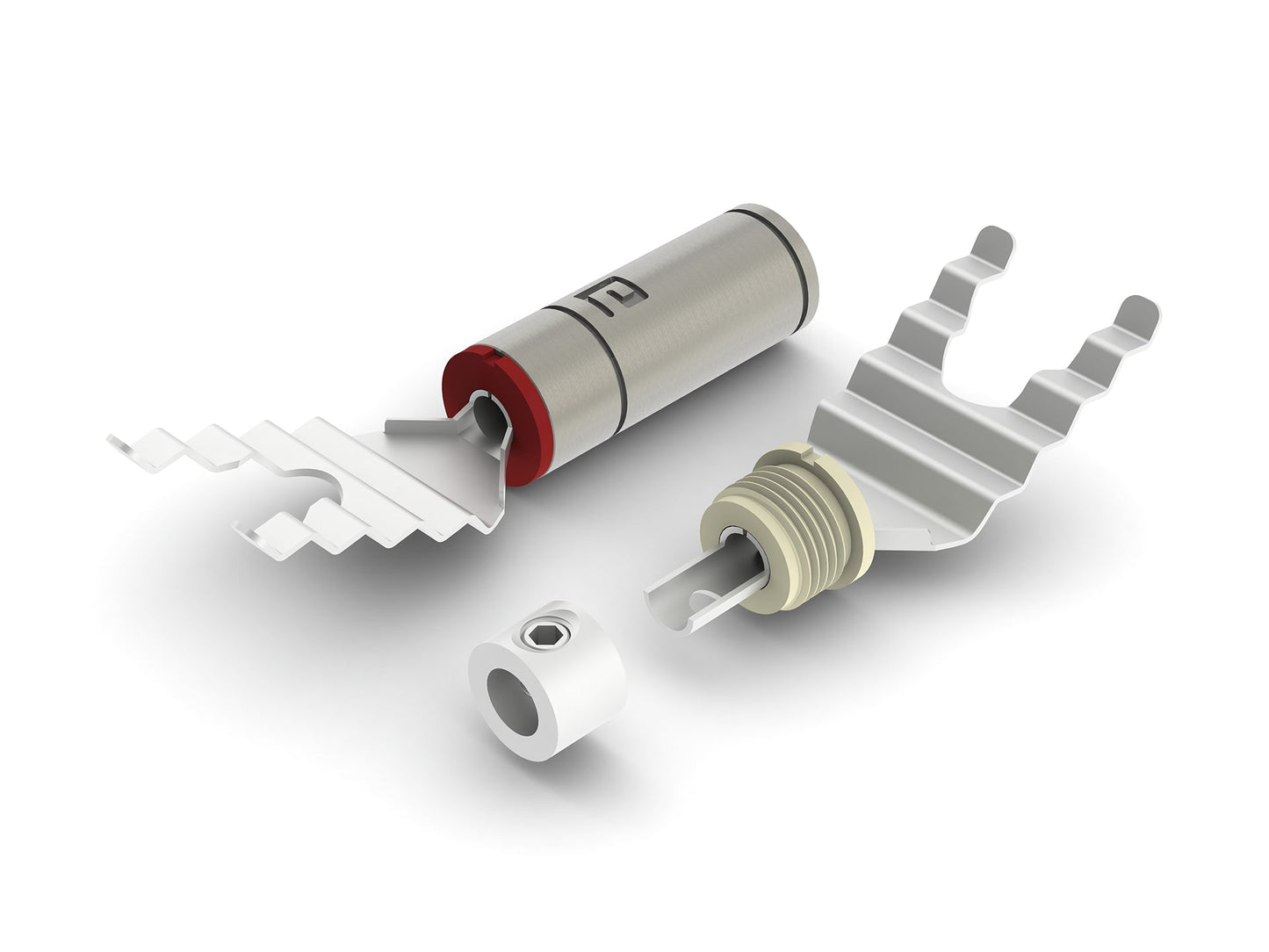
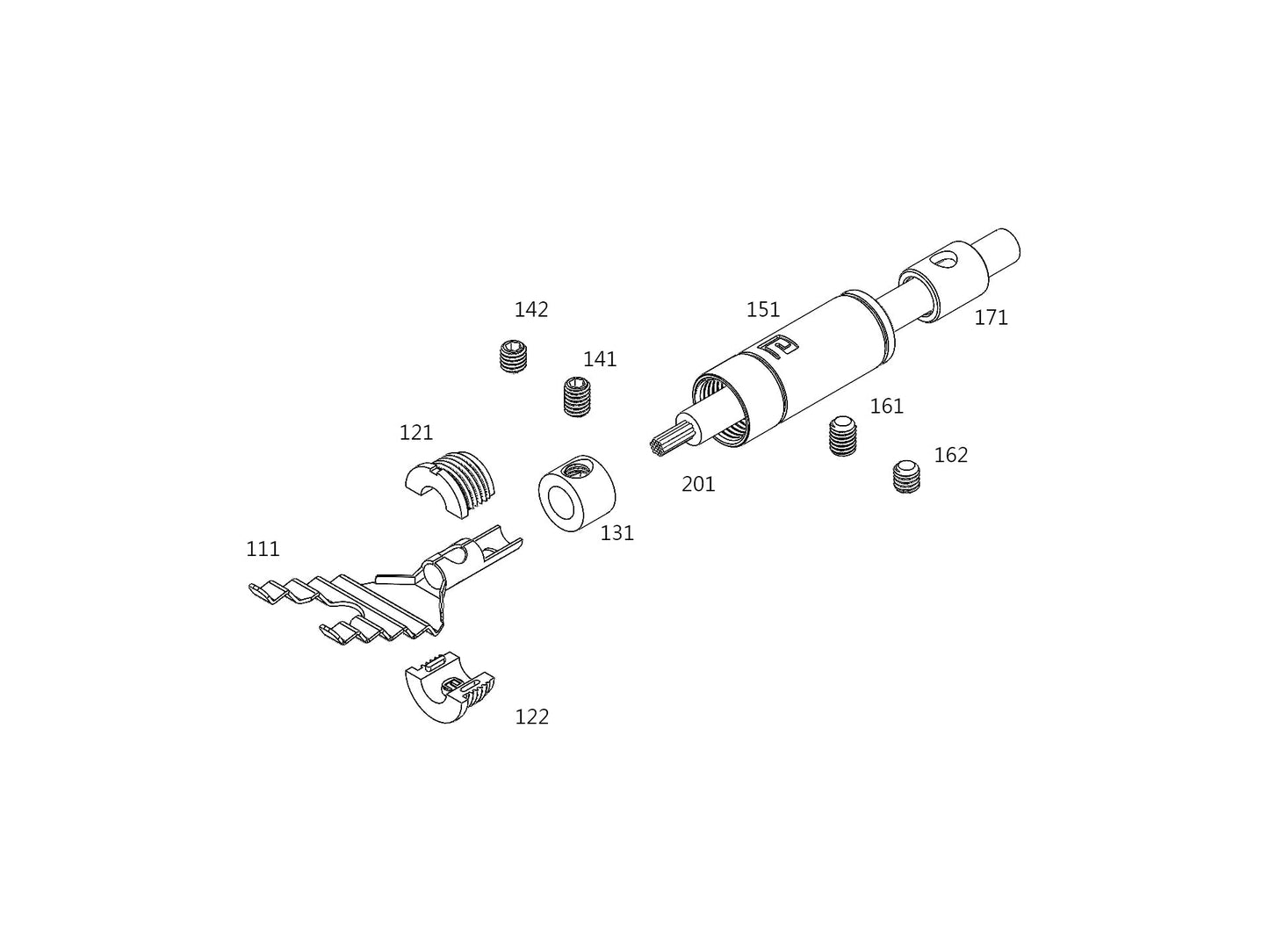
材質:
本 體 紅銅(銅含量99.9%最少,C1100)
鎖 頭 玻纖補強尼龍(紅/白色)
銅 圈 銅鋅合金(C3604)
導體螺絲 銅鋅合金(C3604)
外 殼 不鏽鋼(SUS304)
尾 套 塑鋼
線纜螺絲 不鏽鋼(SUS304)
表面處理:
本 體 無鎳鍍銀(120u")
銅 圈 無鎳鍍銀(120u")
導體螺絲 無鎳鍍銀(120u")
鎖 頭 無
外 殼 無
尾 套 無
線纜螺絲 無
電氣特性:
接觸電阻 < 0.4 mohm
(與ABI-0601系列配合)
尺 寸:
最大外徑 13.8mm(本體介面端)
最大外徑 09.0mm(外殼)
外殼孔徑 保留尾套時04.5mm
取出尾套時06.5mm
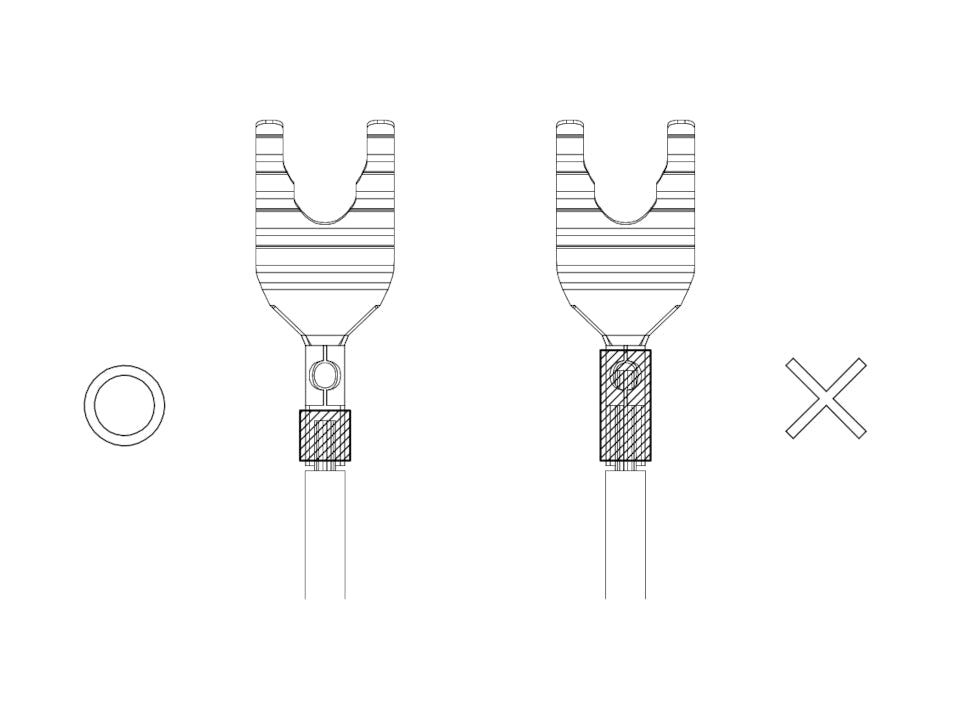
開口規格 6/8mm
總 長 48.5mm