ABP-1111R
ABP-1111R
無法載入取貨服務供應情況
- 肆個 / 壹組
- 本體一體車削成型
- 界面部分以螺旋方式詮釋視覺效果
- 焊接或鎖固線纜導體混合功能
- 完善外部整體絕緣性能
- 導體使用高純度銅(碲銅)並採用無鎳電鍍
※ 商品圖片僅供參考,請以實際出貨產品為準。 ※
注意事項
注意事項
本產品僅適用於4.0mm(不適用於4.1mm)孔徑的喇叭母座
首次公母配合時請以右旋方式旋入
界面端會受限母座尺寸自體變形
形成與母座相配合的最佳尺寸
本產品採用無鎳(無磁)電鍍,使用過程中因摩擦產生的自然磨損屬正常現象。
本產品隨包附:
鎖導體螺絲(3/4MM各四個)
鎖線纜螺絲(3/4MM各四個)
設計説明
設計説明
本體一體車削成型,避免訊號穿越不同構件介面而額外產生的傳導損失
外觀延續界面端中空設計以保有插拔力,但於剖溝部分以螺旋方式詮釋視覺效果
接線端以半剖及螺絲銅圈配合,提供可選擇焊接或鎖固線纜導體功能
外殼與本體在結構上以絕緣材質隔離及裝配,完善外部整體絕緣性能
導體材質使用高純度銅(碲銅)並採用無鎳電鍍
機構
機構
本體為一體車削成型
中空界面端設計提供足夠插拔力
本體以裝配方式與POM塑鋼鎖頭緊迫固定
銅圈以螺絲與本體臨時鎖固
可依需求直接鎖固或卸下改以焊接
POM塑鋼鎖頭以螺牙方式與外殼鎖固
並因其材質特性達到本體與外殼相互絕緣
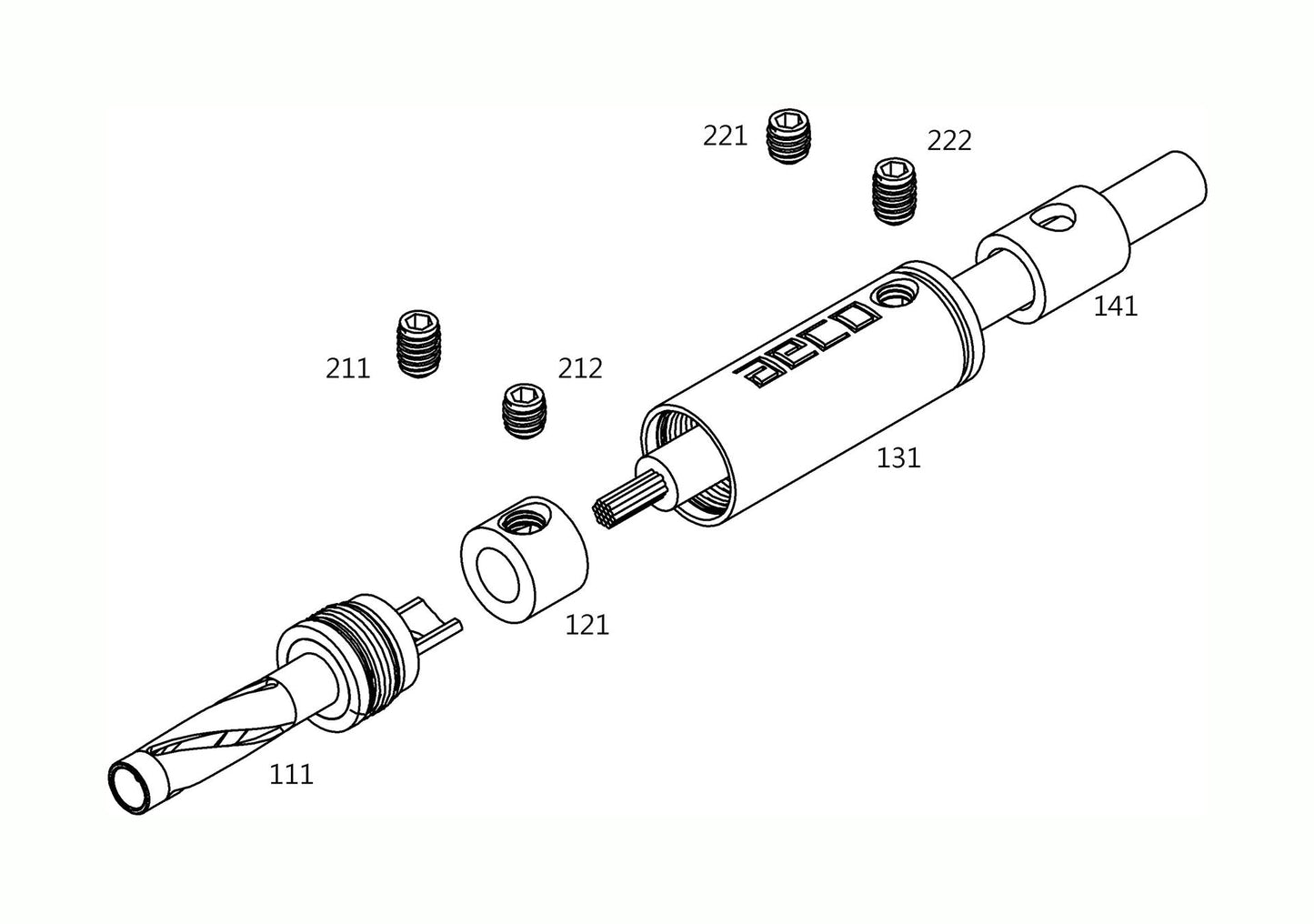
組裝
組裝
1. 建議剝除線纜外被並外露導體部分約6mm
2. 本產品適用線纜外徑6.3mm以下,若線纜外徑大於4.3mm須移除尾套[141]
3. 將外殼[131]穿過線纜
4.1 焊接線纜導體(支援直徑5.0mm以下或AWG5以上)時移除銅圈[121]及其螺絲[211 / 212]焊接於半剖處
4.2 鎖固線纜導體(支援直徑3.5mm以下或AWG8以上)時使用銅圈[121]及其螺絲[211 / 212]鎖固於半剖處
5. 將外殼鎖固於本體組[111]
6. 外殼以螺絲[222 / 221]與線纜鎖固
規格
規格
材質:
本 體 碲銅(銅含量99.0%最少,C14500)
鎖 頭 POM塑鋼
銅 圈 銅鋅合金(C3604)
外 殼 銅鋅合金(C3604)
導體螺絲 銅鋅合金(C3604)
線纜螺絲 不鏽鋼(SUS304)
表面處理:
本 體 無鎳鍍銠
銅 圈 無鎳鍍銀(120u")
導體螺絲 無鎳鍍銀(120u")
鎖 頭 無
外 殼 車削刻字/軸向髮絲紋/沙展鎳電鍍
線纜螺絲 鎳電鍍
電氣特性:
接觸電阻 < 0.3 mohm
(與ABI-0601系列配合)
尺 寸:
最大外徑 09.0mm
外殼孔徑 保留尾套時 4.5mm
取出尾套時 6.5mm
總 長 43.0mm
焊接溫度
焊接溫度
使用溫控烙鐵保持400°C時08~10秒。
使用溫控烙鐵保持450°C時08~10秒。
請以焊接夾具支撐本體
以避免於高溫狀態壓迫塑鋼鎖頭造成變形
產品製作過程符合歐盟危害性物質限制指令(RoHS)
產品享 1 年保固
分享